
MASZYNOWA OBRÓBKA SKRAWANIEM
I. OGÓLNE
ZASADY OBRÓBKI SKRAWANIEM
1. Zasada
i odmiany obróbki toczeniem
2. Strugarki
poprzeczne - budowa
3. Strugarki
wzdłużne - budowa
1. Zasada
wiercenia, rozwiercania i pogłębiania.
VI. Przeciąganie
i przepychanie
VIII. Obróbka
na obrabiarkach sterowanych numerycznie
IX. Zasady
bezpiecznego użytkowania obrabiarek
1. Dokumentacja
techniczno-ruchowa obrabiarek
2. Instrukcja
stanowiskowa dla tokarki.
I. OGÓLNE ZASADY OBRÓBKI
SKRAWANIEM
Obróbka skrawaniem polega na oddzielaniu od obrabianej bryły zbędnych warstw materiału w postaci wiórów za pomocą narzędzia skrawającego — w celu uzyskania przedmiotu o pożądanym kształcie, wymiarach i odpowiedniej jakości powierzchni.
Obróbka skrawaniem może być wykonywana ręcznie lub maszynowo. Obróbka maszynowa wykonywana jest na odpowiednich maszynach roboczych, nazywanych obrabiarkami do skrawania metali.
W zależności od rodzaju obrabiarki i narzędzia zastosowanego do obróbki skrawaniem rozróżnia się m. in. sześć podstawowych sposobów obróbki skrawaniem, a mianowicie: toczenie, struganie, wiercenie, frezowanie, przeciąganie, szlifowanie.
II. TOCZENIE
1. Zasada i odmiany obróbki toczeniem
Zasada obróbki toczeniem
Podczas obróbki skrawaniem występuje ruch roboczy i posuwowy. Podczas toczenia ruch roboczy obrotowy wykonuje przedmiot, zaś ruch posuwowy — narzędzie.
Odmiany obróbki toczeniem
W zależności od wzajemnych ruchów narzędzia i obrabianego
przedmiotu rozróżnia się toczenie wzdłużne
i poprzeczne (rys. 1).
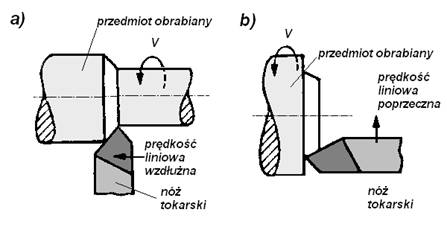
Rys.
1. Rodzaje toczenia
a) wzdłużne b) poprzeczne
Toczone mogą być zasadniczo powierzchnie obrotowe — zarówno zewnętrzne (przy toczeniu zewnętrznym), jak wewnętrzne (przy toczeniu wewnętrznym). Mogą to być powierzchnie o tworzącej prostoliniowej (walcowe lub stożkowe) lub krzywoliniowej (kuliste, jajowate itp.). Toczeniem poprzecznym można obrabiać również płaszczyzny.
Toczone mogą być również gwinty i ślimaki.
Siły skrawania i ich skutki
Siły występujące podczas toczenia (rys. 2) dadzą się podzielić na siły składowe
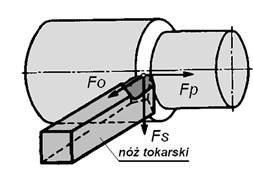
Rys.
2. Siły składowe działające na nóż tokarski.
— siłę skrawania (opór skrawania) Fs, działającą wzdłuż wektora prędkości skrawania,
— siłę posuwową (opór posuwu) Fp, działającą wzdłuż posuwu,
— siłę odpychającą (opór odpychania, siła odporowa) Fo, prostopadłą do posuwu.
Siły te z jednej strony muszą być przezwyciężone przez odpowiednio skonstruowane mechanizmy tokarki, z drugiej strony zaś powodują uginanie przedmiotu i narzędzia.
Wielkość tych sił składowych pozostaje do siebie w ściśle określonym stosunku.
Największą wartość liczbową przybiera siła Fs, której wielkość jest uzależniona:
— od rodzaju materiału skrawanego i jego wytrzymałości lub twardości,
— od grubości warstwy skrawanej
— od wielkości posuwu
— od geometrycznego kształtu ostrza noża, a głównie od kąta przystawienia oraz od kąta natarcia.
Rozróżniamy następujące rodzaje tokarek:
1) Tokarki pociągowe, o poziomej osi wrzeciona roboczego (rys. 3), zaopatrzone w wałek pociągowy i śrubę pociągową (tokarki uniwersalne) lub tylko w wałek pociągowy (tokarki produkcyjne).
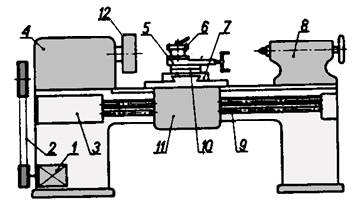
Rys.
3 . Uniwersalna tokarka kłowa:
1 — silnik, 2 —
przekładnia pasowa, 3 — skrzynka posuwów, 4 — wrzeciennik, 5 — sanie
narzędziowe, 6 — imak nożowy, 7 — sanie poprzeczne, 8 — konik, 9 — wałek
pociągowy, 10 — obrotnica, 11 — skrzynka suportowa, 12 — tarcza tokarska,.
W tokarkach uniwersalnych śruba pociągowa służy do nacinania gwintów i ślimaków. Stosuje się je w produkcji jednostkowej lub małoseryjnej.
Tokarki produkcyjne mają uproszczoną budowę, a wskutek tego są tańsze. Znajdują zastosowanie przy produkcji seryjnej.
2) Tokarki tarczowe
służą do obróbki przedmiotów płaskich o dużych średnicach. Mają one poziomą oś
wrzeciona roboczego z dużą tarczą tokarską (rys.
4).
Rys. 4. Tokarka tarczowa; 1 — wrzeciennik,
2 — tarcza tokarska, 3 — sanie poprzeczne, 4 — sanie wzdłużne, 5 — suport
narzędziowy.
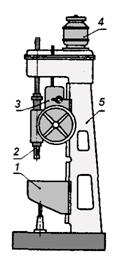
3) Tokarki karuzelowe mają pionową oś obrotu wrzeciona roboczego (rys. 29) zakończonego dużą tarczą zwaną stołem. Służą one do obróbki dużych przedmiotów o małej długości. Zamocowywanie ciężkich przedmiotów na tych tokarkach jest łatwiejsze i bezpieczniejsze aniżeli na tokarkach tarczowych.
Rys. 5. Tokarka
karuzelowa; 1 — stół obrotowy, 2 głowica rewolwerowa, 3 — suport narzędziowy, 4
— belka poprzeczna, 5 — suport poprzeczny, 6 — imak czteronożowy
4) Tokarki rewolwerowe zwane również rewolwerówkami, mają głowice rewolwerowe służące do szybkiej zmiany pozycji narzędzi skrawających. Narzędzia są umieszczone w głowicy rewolwerowej i na suporcie poprzecznym w imaku przednim i tylnym. Dzięki takiemu rozmieszczeniu narzędzi można wykonać szybko wiele zabiegów bez konieczności wymiany narzędzi w imakach.
5) Tokarki półautomatyczne (zwane również półautomatami tokarskimi) mogą być zbudowane jak tokarki kłowe (rys. 6) o dwóch suportach: przednim (z imakiem wielonożowym o ruchu automatycznym wzdłuż osi przedmiotu obrabianego) i tylnym (z imakiem wielonożowym o ruchu poprzecznym). Tokarki półautomatyczne różnią się tym od innych tokarek, że tokarz jest potrzebny jedynie do zamocowania przedmiotu, a pozostałe czynności są wykonywane automatycznie. Po obrobieniu przedmiotu obrabiarka jest unieruchamiana samoczynnie. W ten sposób tokarz może obsługiwać kilka tokarek.
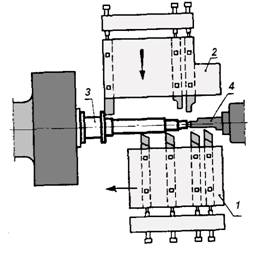
Rys. 6. Obróbka wałka
stopniowanego na półautomacie typu tokarki kłowej (wielonożówce); 1 — suport
podłużny przedni, 2 — suport poprzeczny tylny, 3 — przedmiot obrabiany, 4 —
kieł konika
6) Tokarki automatyczne (zwane również automatami tokarskimi) wykonują samoczynnie (po odpowiednim ustawieniu mechanizmu sterującego, np. krzywek) cały cykl obróbki przedmiotu wraz z jego zamocowaniem i odmontowaniem.
7) Tokarki ze sterowaniem numerycznym CNC, do obróbki wg programu dokładnych przedmiotów o złożonych kształtach.
8) Specjalne i branżowe, do wykonywania specjalnych zadań obróbkowych.
Wybór odpowiedniego rodzaju tokarki do danej produkcji zależy przede wszystkim od wielkości produkcji. Im większa jest produkcja, tym stosuje się bardziej uproszczone tokarki specjalistyczne, albo tokarki automatyczne lub tokarki ze sterowaniem numerycznym.
III. STRUGANIE
Struganie jest rodzajem obróbki skrawaniem, polegającym na usuwaniu naddatku przez obróbkę ruchem prostoliniowym za pomocą jednoostrzowego narzędzia. Ruch roboczy w struganiu jest przerywany. Po okresie pracy następuje okres jałowy — powrotu narzędzia do pozycji wyjściowej
Ze względu na kierunek ruchu roboczego rozróżnia się trzy rodzaje procesów strugania. Są to: struganie poprzeczne, struganie wzdłużne i struganie pionowe, czyli dłutowanie.
Struganie poprzeczne i wzdłużne odbywa się na maszynach zwanych strugarkami, a struganie pionowe — na dłutownicach.
Podczas strugania poprzecznego nóż wykonuje ruch roboczy, a przedmiot przesuwa się skokowo w kierunku poprzecznym do tego ruchu.
Podczas strugania wzdłużnego przedmiot przesuwa się ruchem roboczym, a nóż strugarki wykonuje ruch posuwowy w kierunku poprzecznym do ruchu roboczego.
Podczas strugania pionowego, czyli dłutowania, narzędzie wykonuje ruch roboczy w kierunku pionowym, a ruch posuwowy wykonuje przedmiot umieszczony na stole dłutownicy.
Do stali o małej zawartości węgla stosuje się szybkość
skrawania 7 - 50 m/min, a do stali o większej zawartości węgla — do 35 m/min.
Najczęściej podczas skrawania stosuje się posuwy nieprzekraczające
Szybkość ruchu jałowego jest w strugarkach znacznie większa niż ruchu roboczego. Ma to na celu skrócenie czasu przeznaczonego na powrót noża do pozycji wyjściowej.
2. Strugarki poprzeczne - budowa
Strugarki poprzeczne przeznaczone są do obróbki niewielkich przedmiotów. Zasada pracy strugarki po porzecznej jest następująca (rys. 7). Nóż 1 wykonuje ruch prostoliniowy posuwisto—zwrotny. Podczas ruchu roboczego nóż zdejmuje warstwę skrawaną o przekroju p x g. Pod koniec ruchu powrotnego stół strugarki wraz z przedmiotem obrabianym wykonuje posuw w kierunku prostopadłym do kierunku roboczego ruchu noża.
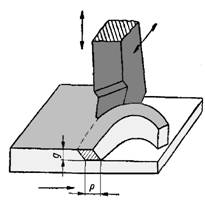 Rys. 7. Schemat strugania na strugarce
poprzecznej
Rys. 7. Schemat strugania na strugarce
poprzecznej
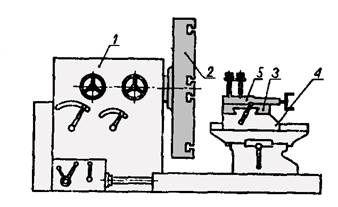
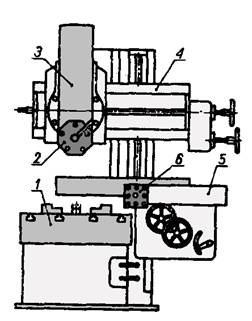
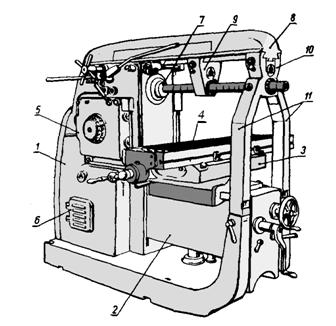
Na rys. 8 przedstawiono
strugarkę typ PAA 60 polskiej produkcji. Obrabiarka ta przeznaczona jest do
zgrubnej i dokładnej obróbki przedmiotów, których długość struganych
powierzchni nie przekracza
Podczas strugania suwak 3 wykonuje posuwisto-zwrotny ruch roboczy w kierunku wzdłużnym (w kierunku strzałki I — skok roboczy, w kierunku II — skok jałowy). Po każdym skoku jałowym stół 4 wraz z saniami poprzecznymi 10 wykonuje posuw w kierunku poprzecznym (strzałki III, IV). Strugarka PAA 60 ma również mechaniczny posuw pionowy (strzałki V, VI).
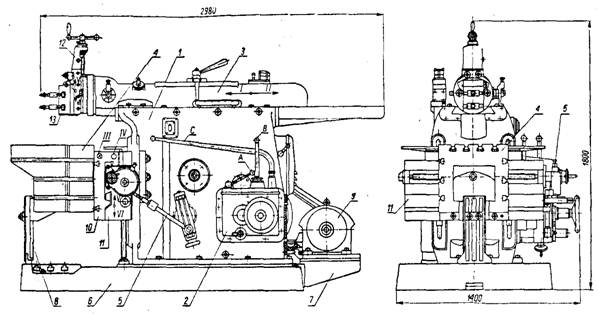
Rys. 8. Strugarka
poprzeczna typ PAA 60
1 — korpus, 2 — skrzynka przekładniowa, 3 — suwak, 4 — stół, 5 —
teleskopowy drążek mechanizmu posuwowego, 6
— podstawa, 7 — wspornik silnika
elektrycznego, 8 — podpórka, 9 — silnik, 10 — sanie poprzeczne, 11
— sanie pionowe, 12 — suport, 13 — imak.
3. Strugarki wzdłużne - budowa
Strugarki wzdłużne przeznaczone są do obróbki płaszczyzn o
dużych wymiarach (długość strugania — do
Na rys. 9
przedstawiono podstawowy schemat pracy strugarek wzdłużnych. Stół strugarki 6 wraz z przedmiotem obrabianym 5 wykonuje ruch posuwisto-zwrotny.
Podczas ruchu roboczego w kierunku strzałki 1 zdejmowana jest warstwa skrawana głębokości g i szerokości p na całej długości powierzchni
obrabianej. Po zdjęciu warstwy nóż 7
zamocowany na suporcie 2 wraca tą
samą drogą wykonując ruch powrotny (jałowy) w kierunku strzałki
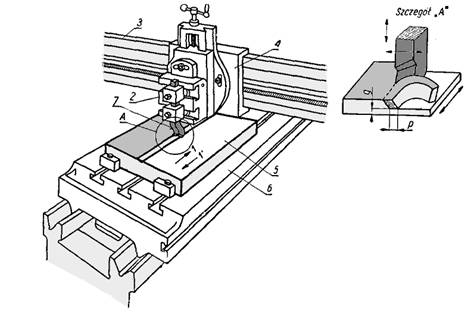
Rys.
9. Schemat pracy strugarki wzdłużnej.
Rys.
10. Ogólny schemat budowy dwustojakowej strugarki
wzdłużnej
Na rys. 10 przedstawiono ogólny schemat budowy strugarki wzdłużnej. Strugarka ma łoże 1. Z obu stron łoża zamocowane są dwa stojaki 2 połączone u góry belką poprzeczną 3. Łoże, stojaki i belka poprzeczna stanowią układ zamknięty o znacznej sztywności. Strugarka napędzana jest od silnika 4. Za pomocą przekładni pasowej napęd przenoszony jest z silnika na mechanizm stołu. Stół 8 wraz z przedmiotem obrabianym 9 przemieszcza się po łożu 1 o sztywnej budowie. U góry stół ma rowki T-owe służące do zamocowania przedmiotów obrabianych. Pod spodem stołu przytwierdzona jest zębatka mechanizmu napędu stołu.
Na pionowych prowadnicach stojaków 2 z obu stron stołu znajdują się dwa suporty boczne 7, które mogą pracować jednocześnie. Po tych prowadnicach może przesuwać się belka poprzeczna 5 z dwoma suportami (głównymi) 6. Oba suporty mogą być przesuwane wzdłuż belki 5 niezależnie jeden od drugiego. Stół ma z boku rowek T-owy, w którym zamocowane są dwa zderzaki 10. Zderzaki te służą do regulowania długości przesuwu stołu. Zderzaki 10 podczas posuwisto-zwrotnego ruchu stołu zderzają się z dźwignią 11 służącą do przełączania mechanizmu napędu stołu.
Na rys. 10 przedstawiono schemat budowy jednostojakowej strugarki wzdłużnej. Strugarka ta różni się od strugarki dwustojakowej tym, że przesuwna belka poprzeczna 1 ma zarys wspornikowy i wsparta jest tylko na jednym stojaku 2. Na belce 1 znajduje się jeden lub dwa suporty. Nie zależnie od tego na stojaku znajduje się dodatkowy suport boczny.
Rys. 10. Ogólny schemat budowy jednostojakowej strugarki wzdłużnej
Strugarki wzdłużne jednostojakowe są mniej sztywne od strugarek wzdłużnych dwustojakowych. Mają one bowiem budowę otwartą, dzięki której można obrabiać przedmioty z występami wychodzącymi znacznie poza szerokość stołu.
IV. WIERCENIE
1. Zasada wiercenia, rozwiercania i pogłębiania
Podczas obróbki otworu na wiertarkach narzędzie wykonuje zarówno ruch roboczy obrotowy jak też posuwowy. Wiercenie może być przeprowadzane na wiertarkach, tokarkach (ruch obrotowy wykonuje przedmiot, a wiertło tylko posuw) lub frezarkach.
Wiertarka jest obrabiarką mało dokładną i z tego powodu wiercone otwory wykazują znaczne rozbicie (tj. powiększenie otworu do średnicy większej od średnicy wiertła). Wielkość rozbicia jest tym większa, im większe jest bicie wrzeciona, im większa jest średnica wiertła oraz im miększy jest obrabiany materiał. Dlatego otwory, od których wymagamy dużej dokładności są rozwiercane zgrubnie i wykańczające (rys. 11).
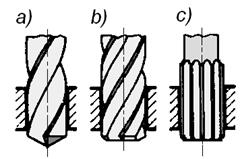
Rys. 11. Kolejne zabiegi przy obróbce dokładnych otworów: a) wiercenie,
b) rozwiercanie zgrubne, c) rozwiercanie wykańczające
Do najważniejszych rodzajów wiertarek należą:
 1) Wiertarki stołowe, których nazwa
pochodzi od tego, że stawia się je na stole; służą one do obróbki otworów o
małych średnicach (do
1) Wiertarki stołowe, których nazwa
pochodzi od tego, że stawia się je na stole; służą one do obróbki otworów o
małych średnicach (do
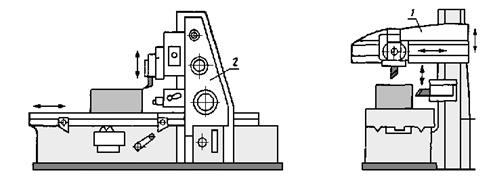
2) Wiertarki stojakowe, do których należą wiertarki kadłubowe i słupowe (rys. 12). Różnica między tymi dwoma wiertarkami polega jedynie na sztywności kolumny, na której są osadzone wrzecienniki (wraz ze skrzynką posuwową) i stoły.
Rys.
12. Wiertarka kadłubowa: 1 — stół, 2 — wrzeciono, 3 — wrzeciennik, 4 — silnik,
5 — kolumna (kadłub)
3) Wiertarki promieniowe (rys. 13), w których wrzeciennik może swobodnie przesuwać się wzdłuż ramienia, a ramię może się przesuwać i obracać względem słupa. Wrzeciennik może być unieruchomiony na ramieniu, a ramię względem słupa. Jest to potrzebne w tym celu, aby po ustawieniu wrzeciona w ściśle określonym miejscu, położenie jego nie uległo zmianie podczas wiercenia lub rozwiercania, gdyż doprowadziłoby to do zniszczenia narzędzia i przedmiotu obrabianego.
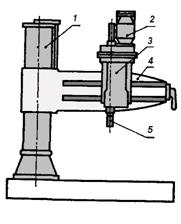
Rys.
13. Wiertarka promieniowa: 1 — słup, 2 — silnik, 3 — wrzeciennik, 4 — ramię, 5
— wrzeciono
4) Wiertarki współrzędnościowe służące do obróbki otworów w przyrządach, od których wymaga się dużej dokładności wymiarów, kształtów i rozstawienia otworów.
V. Frezowanie
Frezowanie jest obróbką skrawaniem narzędziami wieloostrzowymi obrotowymi, zwanymi frezami.
Zależnie od kierunku ruchu posuwowego przedmiotu względem kierunku wektora prędkości freza, frezowanie obwodowe (frez skrawa ostrzarni rozmieszczonymi na obwodzie) może być:
• przeciwbieżne, wówczas kierunki prędkości stycznej freza i przedmiotu są przeciwne,
• współbieżne, wówczas kierunki prędkości stycznej freza i posuwu przedmiotu są takie same (rys. 14).
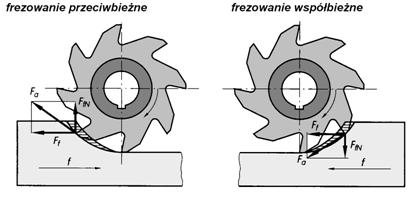
Rys. 14. Rodzaje
frezowania
f — posuw, Fa —
siła styczna skrawania danego zęba, FfN, Ff — składowe siły stycznej
Frezy są to narzędzia wieloostrzowe, obrotowe, które służą do obróbki płaszczyzn, rowków i powierzchni kształtowych na obrabiarkach zwanych frezarkami. Pod względem zastosowania dzieli się je na frezy ogólnego przeznaczenia i specjalne.
Ze względu na rodzaj powierzchni, na której znajdują się ostrza, wyróżnia się frezy walcowe, czołowe i walcowo-czołowe (rys. 15). Frezy walcowe mogą być wykonane z zębami prostymi lub śrubowymi. Ze względu na sposób mocowania rozróżnia się frezy nasadzane i trzpieniowe z chwytem stożkowym lub walcowym.
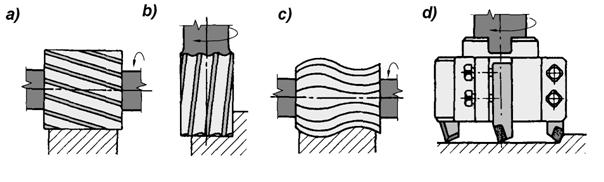
Rys. 15. Rodzaje
frezów: a) walcowy, b) walcowo-czołowy, c) kształtowy, d) głowica frezarska
(czołowa)
Frezarki, w zależności od możliwości obróbkowych, dzieli się na: frezarki ogólnego przeznaczenia, specjalizowane i specjalne. Ze względu na konstrukcję układu nośnego wyróżnia się frezarki: wspornikowe — pionowe i poziome (rys. 16), bezwspornikowe — pionowe, wzdłużne i karuzelowe, narzędziowe, kopiarki i frezarki do gwintów.
Rys.
16. Ogólny wygląd frezarki wspornikowej poziomej: 1 — korpus, 2 — wspornik, 3 —
Sanie krzyżowe, 4 — stół, 5 skrzynka prędkości i posuwów, 6 — drzwiczki, za
którymi znajduje się silnik elektryczny, 7 — wrzeciono, 8 — belka wspornikowa
(przesuwna), 9 — podtrzymka środkowa, 10 — podtrzymka skrajna, 12 — listwy
usztywniające
VI. Przeciąganie i przepychanie
Przeciąganie i przepychanie jest rodzajem obróbki wykańczającej skrawaniem, charakteryzującym się prostoliniowym ruchem głównym. Ruch główny może być wykonywany przez narzędzie (przeciągacz lub przepychacz), albo przez przedmiot obrabiany.
Przeciąganie odbywa się na przeciągarkach, natomiast przepychanie może odbywać się na prasach pionowych ręcznych lub hydraulicznych (rys. 17).
Celem przeciągania jest uzyskanie dokładnych powierzchni kształtowych zewnętrznych i wewnętrznych. Przepychanie stosuje się tylko do kształtowania powierzchni wewnętrznych.
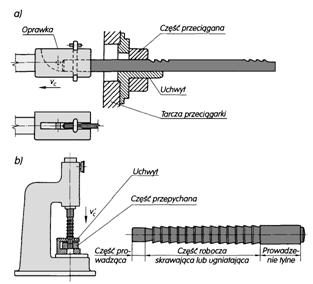
Rys. 17. Zasada
przeciągania i przepychania: a) przeciąganie, b) przepychanie
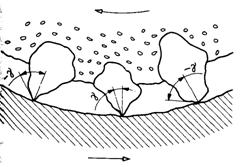
VII. Szlifowanie
Proces szlifowania jest zaliczany do obróbki skrawaniem, lecz warunki, w jakich przebiega, różnią się od typowych warunków skrawania. W głównej mierze odnosi się to do kształtu ostrzy ściernicy, który zależy od przypadkowego kształtu ziarn materiału ściernego.
 Rys. 18. Budowa ściernicy
Rys. 18. Budowa ściernicy
Ze względu na małe wymiary ziarn ściernych ściernicy grubość g warstwy skrawanej jest zwykle niewielka. Ściernica o kształcie tarczy obracającej się dokoła swej osi wykonuje ruch roboczy. Szybkość tego ruchu wynosi zazwyczaj 30÷50 m/s; jest więc znacznie większa od szybkości skrawania innymi metodami.
Oprócz ruchu roboczego ściernica wykonuje również posuw wgłębębny, równy grubości warstwy skrawanej g. Posuw ten wykonuje tarcza po całkowitym usunięciu warstwy poprzedniej. Wartość tego posuwu jest zależna od rodzaju szlifowania od kilku milimetrów do 0,005÷0,01 mm.
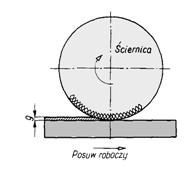 Rys. 19. Szlifowanie.
Rys. 19. Szlifowanie.
Podstawowym parametrem określającym rodzaje materiałów ściernych jest wielkość ziarna. W zależności od ziarnistości rozróżnia się ziarna ścierne (wielkość ziarn określa się liczbami ziarnistości od 8 do 220) oraz mikroziarna ścierne (mikroziarna oznacza się symbolem F i odpowiednim numerem).
Materiały ścierne mogą być używane w postaci proszków lub wyrobów ściernych.
Wyroby ścierne dzieli się na:
1. ściernice, pilniki, segmenty ścierne,
2. papiery i płótna ścierne,
3. pasty ścierne.
VIII. Obróbka na obrabiarkach
sterowanych numerycznie
Sterowanie numeryczne określa system sterowania, w którym wszystkie informacje potrzebne do wykonania przedmiotu są podawane w postaci zakodowanych symboli alfanumerycznych reprezentowanych przez liczby, a proces wykonywania przedmiotu odbywa się w sposób automatyczny według zapisanego programu. Podstawowe informacje potrzebne do wykonania przedmiotu są następujące:
• współrzędne drogi narzędzia lub narzędzi (jeżeli do wykonania przedmiotu potrzeba więcej niż jedno narzędzie),
• rodzaj interpolacji: liniowa, kołowa, paraboliczna lub spiralna,
• warunki obróbki: prędkości skrawania (prędkość obrotowa wrzeciona) i posuwy,
• wprowadzenie określonego narzędzia do pracy,
• włączenie lub wyłączenie chłodziwa o określonym rodzaju i wydatku,
• określenie kierunku obrotów wrzeciona,
• wprowadzenie korekcji rzeczywistych wymiarów narzędzi w stosunku do wymiarów nominalnych zapisanych w programie,
• czasowe zatrzymanie posuwu narzędzia,
• warunkowe zatrzymanie programu obróbki, np. w celu kontroli wymiarów.
Idea sterowania numerycznego jest oparta na wykonywaniu przedmiotu według wzorca matematycznego z dokładnością określoną przez możliwości techniczne układu sterowania numerycznego i mechanicznego obrabiarki, przy zadanych warunkach technicznych obróbki. Wszystkie informacje zawarte w programie obróbki są podawane za pomocą liczb za pośrednictwem komputera, stąd nazwa sterowanie numeryczne, oznaczane symbolem CNC (z ang. Computer Numerical Control).
IX. Zasady bezpiecznego
użytkowania obrabiarek
1. Dokumentacja techniczno-ruchowa obrabiarek
Dokumentacja techniczno-ruchowa (DTR), zwana również paszportem maszynowym, jest opracowywana dla każdego urządzenia lub maszyny przez producenta.
Dla obrabiarek DTR-ka jest bardzo obszerna i zawiera:
• dane ewidencyjne,
• spis rysunków,
• opis techniczny z określeniem wielkości charakterystycznych obrabiarki i wykazem wyposażenia normalnego i specjalnego,
• opis sposobu transportowania obrabiarki ilustrowany rysunkami wskazującymi miejsca założenia lin podczas transportu suwnicą,
• opis ustawienia i fundamentowania obrabiarki na stanowisku pracy wraz z rysunkiem fundamentu,
• opis przyłączenia obrabiarki do sieci elektrycznej oraz jej uziemienia lub zerowania,
• opis sposobu czyszczenia obrabiarki przed uruchomieniem,
• instrukcję smarowania,
• opis przeznaczenia (wraz z rysunkiem) poszczególnych dźwigni, korb, pokręteł, wyłączników itp.,
• opis sposobu uruchomienia obrabiarki,
• szczegółowy opis eksploatacji obrabiarki,
• schemat elektryczny ideowy i montażowy wraz z opisem,
• schemat kinematyczny obrabiarki,
• opis poszczególnych zespołów i mechanizmów obrabiarki wraz z rysunkami zestawieniowymi poszczególnych zespołów,
• opis wyposażenia normalnego i specjalnego wraz z uwagami dotyczącymi jego użytkowania,
• opis regulacji i usuwania usterek w poszczególnych zespołach i mechanizmach obrabiarki,
• określenie cyklu naprawczego oraz uwagi dotyczące konserwacji, przeglądów, remontu bieżącego, remontu średniego i remontu głównego oraz odbioru technicznego po remontach,
• katalog części zamiennych,
• karty pomiarów dokładności obrabiarki.
W przedsiębiorstwie, które zakupiło urządzenie lub maszynę, dokumentację DTR otrzymuje dział głównego mechanika. Na jej podstawie wykonuje się instrukcję stanowiskową, która zostaje umieszczona na stanowisku pracy.
2. Instrukcja stanowiskowa dla tokarki.
Istotnym czynnikiem wpływającym na jakość i wydajność pracy jest bezpieczeństwo i higiena pracy. Stworzenie bezpiecznych, higienicznych warunków pracy jest obowiązkiem pracodawcy. Operator (bezpośredni użytkownik) maszyny musi przestrzegać w pełni ustanowionych w tym zakresie przepisów. Przepisy takie określa się najczęściej w sposób zwięzły w formie instrukcji. Mogą to być instrukcje BHP, dotyczące wszystkich pracowników przedsiębiorstwa, a także dotyczące użytkowania konkretnych maszyn i urządzeń, tzw. instrukcje stanowiskowe przeznaczone dla operatorów.
Instrukcja stanowiskowa dla tokarki.
Uwagi ogólne
Do samodzielnej pracy na tokarce może być dopuszczony pracownik, który ma:
• ukończone 18 lat,
• przygotowanie zawodowe potwierdzone właściwym dokumentem,
• dobry stan zdrowia potwierdzony świadectwem lekarskim.
• do pracy pracownik powinien przystąpić wypoczęty, trzeźwy, ubrany w odzież roboczą bez luźnych i zwisających elementów, rękawy kurtki (kombinezonu) powinny być opięte wokół nadgarstków lub podwinięte, włosy przykryte beretem, czapką lub chustą.
Podstawowe
czynności przed rozpoczęciem pracy
Pracownik powinien:
• zapoznać się dokładnie z dokumentacją wykonawczą,
• zaplanować kolejność wykonywania niezbędnych czynności,
• przygotować niezbędne narzędzia, pomoce warsztatowe, potrzebne ochrony osobiste, haczyk do usuwania wiórów, zmiotki itp.
Czynności przed
uruchomieniem tokarki
Pracownik powinien:
• sprawdzić stan techniczny tokarki, a przede wszystkim skontrolować czy osłony i zabezpieczenia są sprawne, ekrany ochronne dostatecznie przezroczyste, obrabiany przedmiot jest dostatecznie mocno zamocowany, czy w uchwycie lub tarczy nie pozostawiono klucza, czy narzędzia skrawające (noże) są prawidłowo zaostrzone, czy element wystający z wrzeciennika (pręt) jest zabezpieczony, czy w instalacji elektrycznej i oświetleniowej nie ma widocznych uszkodzeń, czy uchwyty i tarcze nie są nadmiernie zużyte,
• uruchomić tokarkę na biegu jałowym i sprawdzić prawidłowość działania poszczególnych elementów.
Zasadnicze
czynności podczas pracy tokarki
Pracownik powinien:
• zamocować element obrabiany w uchwycie lub tarczy w sposób pewny,
• narzędzia skrawające muszą być zamocowane w imaku w sposób pewny,
• elementy długie (rury, pręty) powyżej
• stosować okulary ochronne i sprzęt ochrony dróg oddechowych podczas obróbki materiałów odpryskowych i pylących (żeliwo, tworzywa sztuczne itp.),
• wymieniać narzędzia w imaku tylko po zatrzymaniu tokarki,
• płótna ścierne do wygładzania elementu mocować na specjalnej deseczce,
• wystające elementy z wrzeciennika zabezpieczyć specjalnymi wspornikami,
• do usuwania wiórów wstęgowych używać tylko haczyka z osłoną,
• obrabiany przedmiot i narzędzie chłodzić emulsją za pomocą pompki lub olejarki,
• stosować sprzęt ochrony przeciw hałasowi (ochronniki, wkładki) podczas szczególnie hałaśliwych procesów (np. skrawania twardych materiałów z dużą prędkością),
• stosować osłonę uchwytu lub tarczy podczas pracy,
• dosuwać ostrożnie narzędzie do obrabianego przedmiotu,
• stale obserwować proces obróbki,
• do zakładania lub zdejmowania ciężkich przedmiotów stosować pomocnicze urządzenia dźwignicowe (żurawiki, podnośniki, suwnice itp.),
• do pracy używać tylko nieuszkodzonych, właściwych narzędzi i osprzętu,
• podczas wykonywania pracy zwracać uwagę tylko na wykonywane czynności,
• nigdy nie zostawiać pracującej tokarki bez dozoru,
• zachowywać prawidłową pozycję ciała w czasie użytkowania tokarki,
• każdy zaistniały wypadek przy pracy zgłaszać przełożonemu, a stanowisko pracy pozostawić w takim stanie, w jakim nastąpił wypadek.
Czynności
zabronione
Tokarzowi zabrania się:
• użytkować tokarkę w ruchu w rękawicach ochronnych lub z luźno obandażowanymi dłońmi,
• ochładzać obrabiany element i narzędzie podczas obróbki za pomocą mokrych szmat lub pakuł,
• dokonywać pomiarów lub sprawdzać ręką chropowatość obrobionej po wierzchni w czasie ruchu wrzeciona,
• hamować ręką uchwyt tokarski,
• usuwać wióry bezpośrednio ręką,
• zdejmować osłony w czasie ruchu tokarki,
• smarować i konserwować tokarkę będącą w ruchu,
• wykonywać pracę bez zabezpieczenia włosów (beretem, czapką lub chustą),
• stosować do oświetlenia miejscowego lamp o napięciu wyższym niż 24V,
Czynności po
zakończeniu pracy
Pracownik powinien:
• odłożyć obrobione przedmioty na wyznaczone miejsce (tzw. odkładcze),
• wyłączyć dopływ energii elektrycznej do tokarki,
• oczyścić łoże tokarki z odpadów i wiórów i zakonserwować łoże olejem,
• uporządkować stanowisko pracy, narzędzia, sprzęt ochronny i pomocniczy; usunąć rozlane chłodziwo i olej.
Uwaga końcowa
W razie wątpliwości dotyczących zachowania warunków bezpieczeństwa podczas wykonywania powierzonej pracy, pracownik ma prawo ją przerwać i zwrócić się do przełożonego o wyjaśnienie sytuacji.
Ważnym elementem oceny bezpiecznego użytkowania maszyn jest ocena ryzyka zawodowego na określonym stanowisku pracy. W związku z tym opracowuje się dokumentację, która obejmuje:
Przygotowanie do
oceny stanowiska pracy:
• ustalenie wymagań ogólnych dla pomieszczenia, stanowiska pracy i pracownika,
• identyfikację zagrożeń i stosowanych środków ochrony;
Opracowanie karty pomiaru
ryzyka zawodowego:
• szacowanie sumarycznej kategorii ryzyka w zależności od spełnienia wymagań ogólnych i stosowanych środków ochrony,
• porównanie sumarycznej kategorii ryzyka ustalonej przez pracodawcę z kategorią określoną przez ekspertów;
Opracowanie
dokumentacji programu naprawczego:
• opracowanie planu działań korygujących i zapobiegawczych,
• zapoznanie pracowników z wynikami oceny,
• ustalenie daty następnej oceny.
• dopuszczać do użytkowania tokarki inne osoby bez zgody przełożonego,
• samodzielnie naprawiać tokarkę,
• w trakcie obróbki układać na łożu tokarki narzędzia, osprzęt, przyrządy po miarowe itp.,
• obsługiwać urządzenia dźwignicowe bez posiadania odpowiednich uprawnień.
Zebrał
i opracował: Czesław Zając
BIBLIOGRAFIA:
- Praca zbiorowa; Mały poradni mechanika, Warszawa 1970,
- Zawora J.; Podstawy technologii maszyn, Warszawa 2001,